网站地图
网站地图 在线留言
在线留言安平县达可威金属丝网制品有限公司 Anping Dakewei Metal Wiremesh Products Co., Ltd
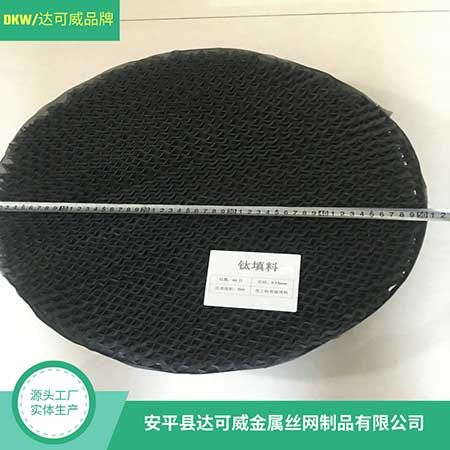
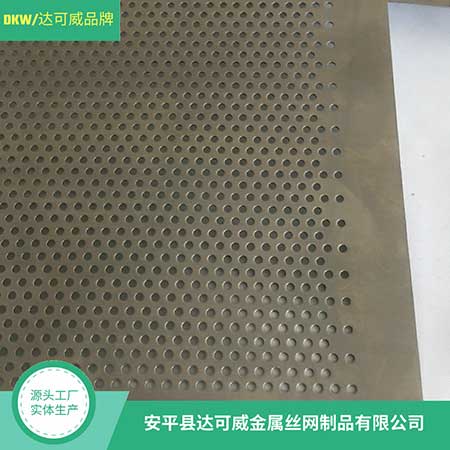
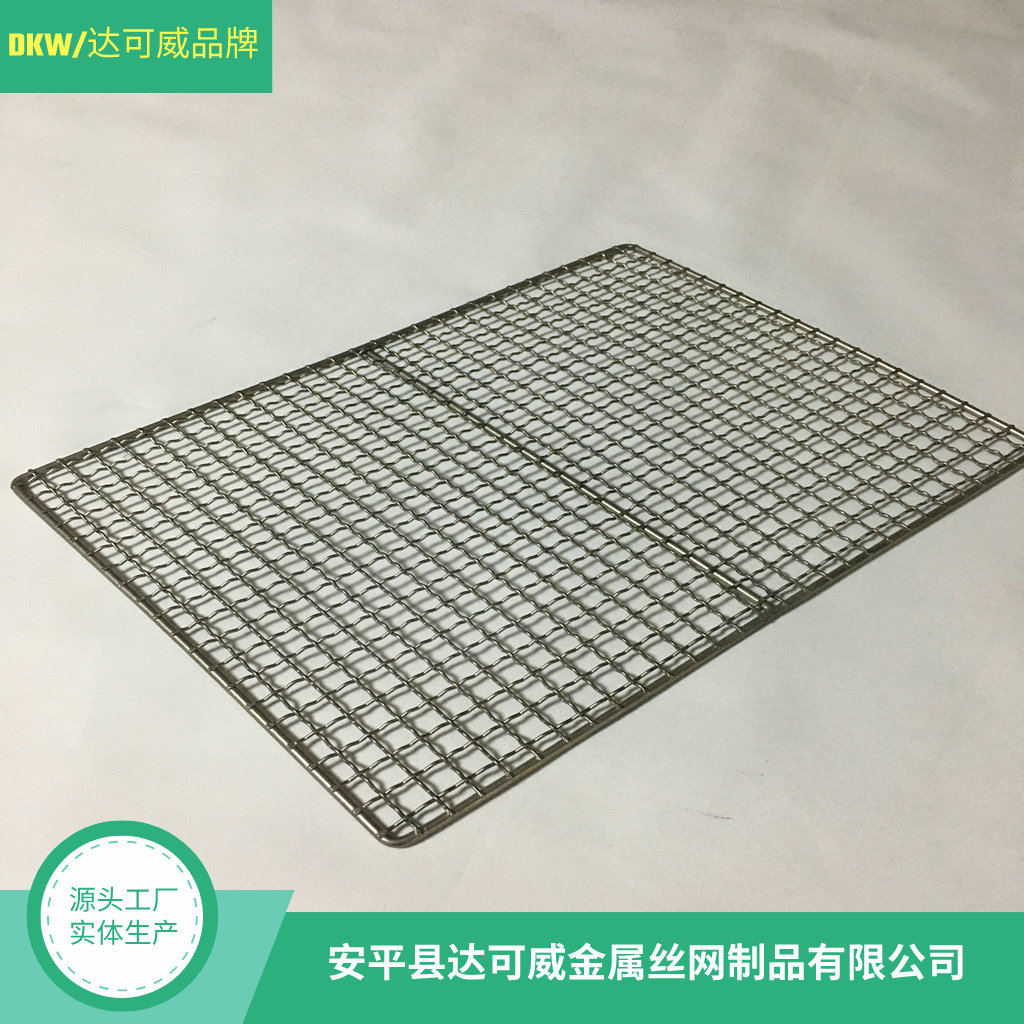
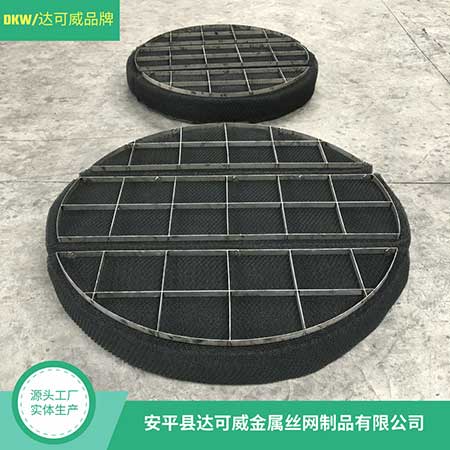
专注于钛材产品设计生产
打造属于中国的钛材品牌

服务热线:
服务热线:



统一联系热线:
Copyright © 安平县达可威金属丝网制品有限公司 版权所有
技术支持:双桨网络

 当前位置:
当前位置:

 推荐产品
推荐产品